יציקת תכשיטים וסגסוגות זהב

יציקת תכשיטים וסגסוגות זהב
1. סוגי שעווה והזרקת שעווה
1.1. סוגים של שעווה
קיימים סוגים שונים של שעווה ליציקה המתקבלים ע"י ערוב של שעווה טבעית, כגון קרנובה (Carnauba ) , שהיא שעווה קשה מאוד, קנדלילה (Candelilla ) שהיא שעווה קשה ושעווה רכה של דבורים (Beeswax ) .
ישנן גם שעוות סינתטיות כגון : שעווה פרפינית המופרדת מן הנפט, שעווה מינרלית קשה מאוד הממוצית מפחם חום וכן סוגי שעווה פלסטיות מפוליאתילן בעלות דרגות קשיות שונות .
עלות השעווה במסגרת עלויות תהליך היציקה הינה נמוכה וקיימות שעוות מסחריות טובות ולכן אין סיבה להתאמץ להכין שעווה בהרכב מיוחד, למרות שניתן להתאים שעווה לצרכים שונים. מכל מקום, השעווה שבשימוש, חייבת לענות על הדרישות לאבטחת התוצאות, כלומר להיות בעלת חוזק הדרוש לשמירת הצורה בסמן ההשקעה (investment ) , בגבס, להישרף באופן מושלם ללא שארית או אפר וכן להיות בעלת תכונות טובות כפי שמפורט להלן.
1.2. שעווה המתאימה להזרקה צריכה להיות בעלת המאפיינים הבאים :
a. נקודת היתוך נמוכה.
b. זרימה טובה במצב מותך.
c. התקשרות מהירה.
d. פני שטח חלקים לאחר ההזרקה.
e. כושר התקשרות לגומי כדי לקבל העתק טוב של התבנית.
f. גמישות הדרושה להוצאה מתבנית הגומי .
השעוות להזרקה קיימות בצבעים שונים ובקושיות שונה בהתאם לשימוש.
שעווה ירוקה נוחה לשימוש כיוון שהצבע הירוק נעים לעין וכיוון שניתן בקלות לבדוק את איכותה. שעווה גמישה מומלצת במקרים שבהם השעווה עומדת על המדף ואינה מיועדת לשימוש מיידי היות והיא תהיה רגישה פחות לשבירה.
חשוב שטמפרטורת ההזרקה תהיה נמוכה ככל שניתן מהסיבות הבאות :
בטמפרטורה גבוהה השעווה עלולה לרתוח ולספוג אוויר שיצור "כיסים" לאחר הקירור. קיימת אפשרות של "הדבקה" לתבנית הגומי ובעיקר בעיה של התכווצות גדולה. הזרקת השעווה נעשית בעזרת מזרק בלחץ אוויר או בלחץ הידראולי ולעיתים בעזרת צנטריפוגה בדומה ליציקה. השעווה נלחצת לתוך התבנית בלחץ אוויר אותו ניתן לכוון בהתאם לעובי החלק. מתחילים בלחץ נמוך ומעלים אותו רק אם אין מילוי טוב. מכיוון שלאחר ההזרקה יש לחכות עד שהשעווה תתקרר ותתקשה לפני הוצאתה מהתבנית, ניתן להשתמש במספר תבניות גומי ובצורה זו לקצר את זמן המחזור.
בשיטה זו מקבלים הרבה שעוות זהות ובעלות נמוכה, אולם יש להקפיד על תפיסת תבנית הגומי בין שני לוחות מתכת , בדרך כלל אלומיניום, בכדי למנוע כיפוף של הגומי או הפרדה של שני חצאי התבנית בזמן ההזרקה. במזרק הידראולי לחץ ההזרקה גדול בהרבה מזה שבמזרק אוויר ולכן משתמשים בתבניות מתכת.
שיטה זולה לקבלת שעווה הינה על ידי הזרקה בצנטריפוגה בדומה ליציקה. בשיטה זו מניחים את תבנית הגומי על הזרוע, מתיכים את השעווה בעזרת מבער או בתוך מיכל חימום ומוזגים לכורית שעל הזרוע בצמוד לתבנית ומחררים את הזרוע שתסתובב במהירות. השעווה נזרקת לתוך התבנית וממלאת בדיוק רק את החלל באמצעות הכוח הצנטריפוגלי. שיטה זו איננה בשימוש רב, אבל הינה זולה ומבטיחה איכות גבוהה של השעווה , אם נמנעים מחימום יתר ומקפידים על הזרקה ברגע המתאים.
הוצאת השעווה מהתבנית נוחה יותר אם לפני ההזרקה מאבקים את פני תבנית הגומי בטלק בעזרת מברשת או עם שקית מבד כותנה. בזמן פיזור הטלק מכופפים את הגומי כדי להגיע לכל הפינות והמעברים. את עודף הטלק מרחיקים בעזרת אוויר או על ידי תיפוף קל של הגומי על גבי השולחן. יש להימנע מכמות רבה מדי של טלק וכן אין לפזר אותו בכל הזרקה אלא כל שלוש או ארבע הזרקות.
קיימים מרססים מיוחדים לתבניות המכילים תרסיס סיליקון וניתן גם למרוח את הגומי בשמן מדולל (50%) באלכוהול ואולם הטלק הוא האמצעי הזול ביותר.
מכל מקום, יש להוציא את השעווה רק לאחר זמן מה. אם ההוצאה מוקדמת מדי – השעווה נקרעת ואם מחכים יותר מידי השעווה קשה ועלולה להישבר.
שאריות שעווה בתבנית מוציאים עם אויר או עם מברשת רכה ולא עם כלי חד או קשה העלול לפגוע בגומי.
תיקון פגמים בשעווה
אחרי הוצאת השעווה מומלץ לבדוק אם יש פגמים ולתקנם. פגמים בשעווה נובעים מבועות אוויר קטנות וכן מקו ההפרדה בין שני חצאי הגומי. בליטות אפשר לגרד עם סכין חדה ואילו שקעים ממלאים בעזרת מברשת אותה טובלים בשעווה מותכת, בדרך כלל שעווה פרפינית המחוממת בעזרת פלטת חימום חשמלית.
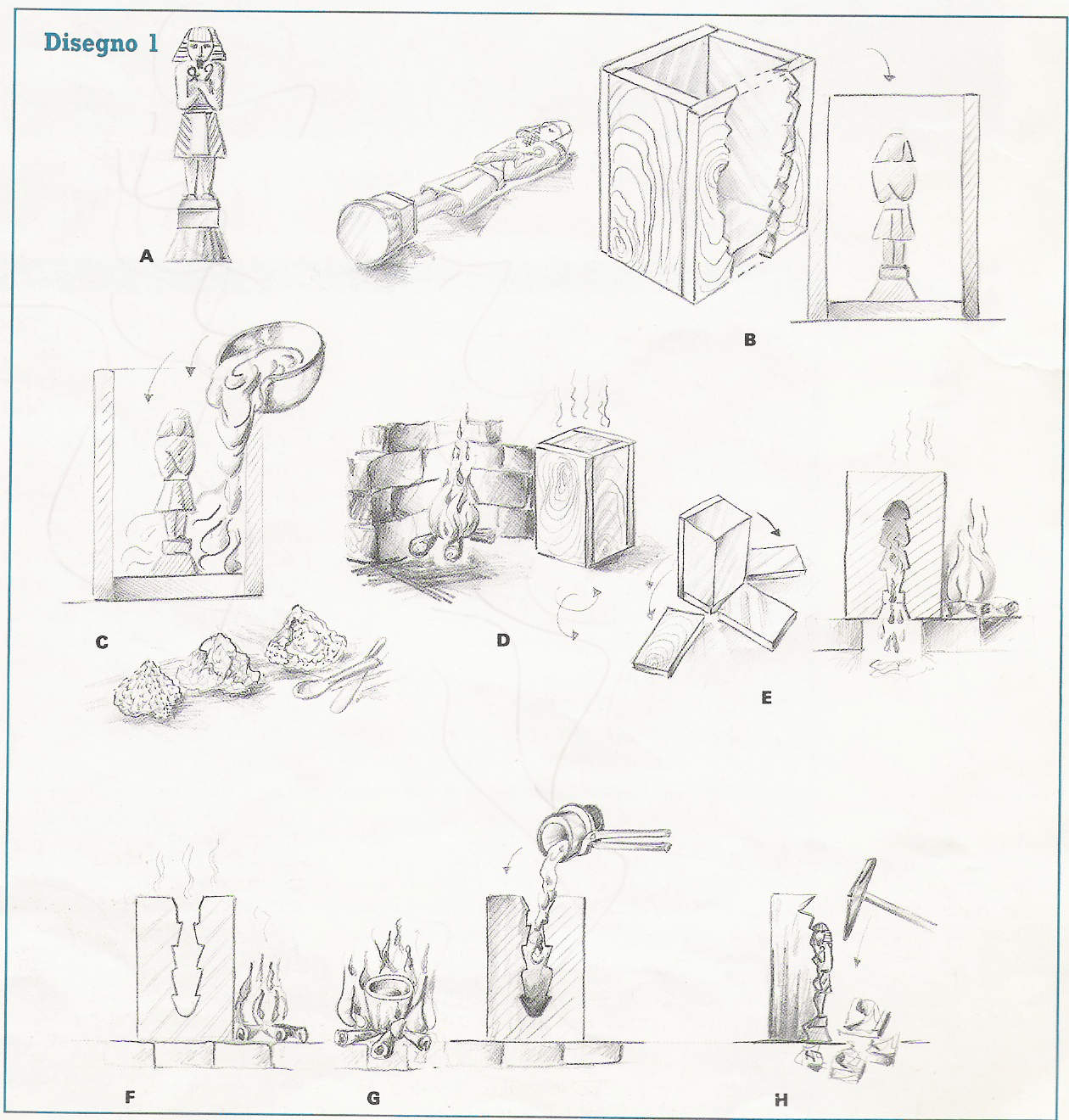
2. הרכבת שעווה
לכל פריט שעווה מחוברת תעלה עם משפך (Sprue ) שלה מספר תפקידים:
1. מעבר לשעווה הנוזלית בזמן ההזרקה.
2. מוצא לשעווה בזמן השריפה.
3. מעבר למתכת הנוזלית בזמן היציקה.
4. מאגר מתכת נוזלית למילוי החסר בזמן התמצקות בגלל התכווצותה.
תכונות המשפך הנדרשות להן כדלקמן :
המשפך צריך להיות עבה מספיק כדי שיתמצק אחרון והמתכת הנוזלית תגיע לכל האזורים הרחוקים והדקים. המתכת המתמצקת מתכווצת ונוצרים חללים, המשפך מהווה מאגר מתכת למילוי חללי התכווצות אלה.
תכנון המשפך חשוב ביותר לאיכות היציקה. יש להקפיד על חבור הדרגתי לפריט כדי למנוע טורבולנציה של המתכת הנוזלית וכן למנוע פינות חדות העלולות לגרום לשבירה של הגבס ויצירת אי – ניקיונות בתוך היציקה. המשפך מחובר לחלק העבה של הפריט ולפעמים יוצאות ממנו מספר זרועות המשמשות משפכים משניים לאזורים שונים של היציקה אם לשם מילוי או לשם תמיכה באזורים דקים ושבירים. עובי המשך צריך להיות לפחות בעובי החלק ואורכו בין 1 ס"מ ל- 2 ס"מ. בד"כ מכינים את המודל עם המשפך והזרוע המתאימים ותבנית הגומי מכילה את כל החלקים האלה. לאחר ההזרקה יש להרכיב את השעווה על ידי חיבור השעוות על גבי בסיס משותף. ניתן להרכיב שעוות רבות ביחד ולמלא את חלל הצילינדר ואולם רצוי להרחיק את השעוות כ- 3 מ"מ לפחות אחת מהשנייה ולפחות 6 מ"מ מהצילינדר. השעוות העליונות צריכות להתרחק כ- 6-10 מ"מ מקצה הגבס.
קיימים בסיסים שונים וצורות שונות של הרכבת שעווה על גבי הבסיס.
הבסיסים שונים זה מזה בצורת "הכפתור" שהוא למעשה המשפך הראשי דרכו יוצקים אחר כך את המתכת הנוזלית והוא מהווה גם מאגר ראשי למילוי החסר בזמן ההתמצקות. ניתן לחבר את השעוות ישירות לבסיס אם מספר פריטי השעווה לא רב ואולם אם רוצים להרכיב מספר רב של פריטים באותה יציקה, אפשר לשנות את אורכי הזרועות או לבנות את השעוות בקומות – אחת על גבי השנייה.
שיטה מסחרית נפוצה היא לבנות "עץ" של שעוות, כדלקמן :
מחברים לבסיס מוט שעווה בקוטר 6 מ"מ ואליו מחברים את פריטי השעווה על ידי חימום קצה הזרוע והדבקה למוט הראשי. המבנה הסופי דומה לעץ בעל גזע וענפים היוצאים ממנו .
את פריטי השעווה ממקמים על גבי הגזע בזווית של בערך º45 כלפי הבסיס. בצורה זו השעווה "נעלמת" בקלות בתהליך השריפה והמתכת הנוזלית זורמת בקלות בזמן מילוי החלל.
כללים חשובים בהרכבת השעווה
רצוי שהפריטים יהיו בעובי דומה ביותר ואז תנאי היציקה יתאימו לכולם. אם בכל זאת מצרפים פריטים עבים עם דקים יותר, יש למקם את העבים כלפי ההיקף, מכיוון ששם טמפרטורת הגבס נמוכה יותר. על מנת לקבל מוצר בעל איכות מיריבת רצוי שהזרועות יהיו קצרות ככל הניתן וכן שצפיפות הפריטים לא תהיה גבוה מידי.
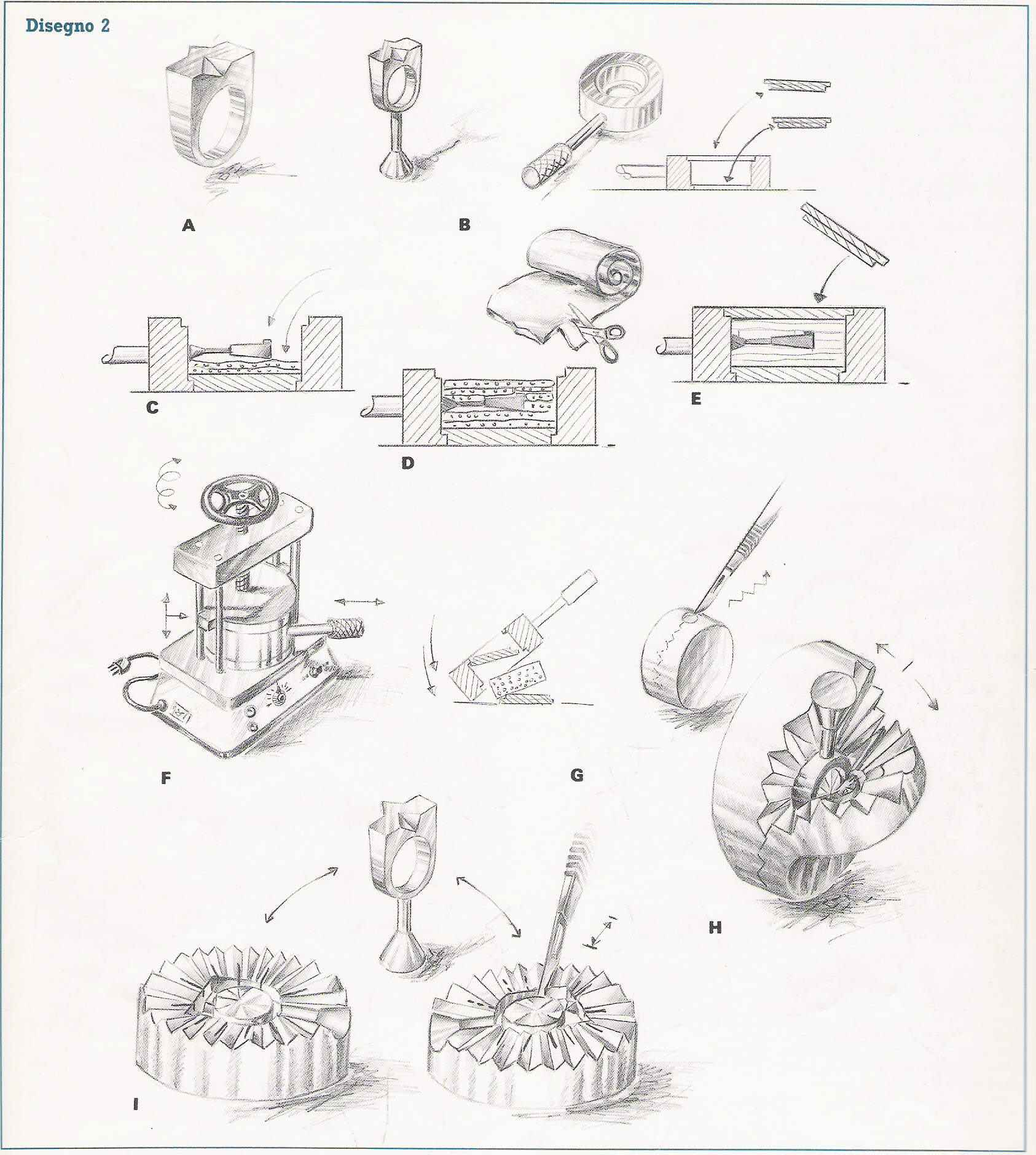
3. הכנת גבס ושקוע (INVESTMENT)
3.1. הכנת גבס (חומר השקוע)
יצרני חומר השקוע ממליצים על תוספת מים מדויקת להכנת החומר. בדרך כלל משקל המים הוא 4% ממשקל הכולל של החומר השקוע הסופי.
בכדי לקבוע את הכמויות המשקליות, בוחרים את הצילינדר (FLASK) המתאים ומחשבים את משקל האבקה ומשקל המים עבור המשקל הכולל הדרוש של חומר השקוע. למשל – עבור 1 ק"ג יש לערבב 400 מ"ל ( 0.4 ליטר) מים עם 600 גר' אבקה . רצוי להוסיף את האבקה למים בהדרגה ולאחר שהפרופורציה הנכונה התקבלה מערבבים את החומר, מניחים על גבי פלטה רוטטת (ויברטור) ותחת ואקום בו זמנית או בנפרד. תהליך הערבול צריך להיות מושלם ואיטי כדי לקבל חומר הומוגני ועדין וכדי למנוע היווצרות בועות אוויר. ערבול מהיר מדי יגרום להפרדה של המים מהאבקה.
יש להקפיד על ניקוי טוב של הצילינדר וכן של הכלי שבו מכינים את חומר השיקוע, כדי למנוע זיהום, כגון חלקיקי גבס קשים או חלוקה, הפוגמים בטיב החומר ועלולים גם לבוא במגע עם השעווה. טמפרטורת המים והגבס הנוזלי בזמן הערבול צריכה להיום בסביבות 22º-20ºc . זמן ההתקשות של הגבס תלוי בטמפרטורה וכן בזמן הערבול ומהירות הערבול. בטמפרטורה גבוהה וערבול ארוך זמן התקשות מתקצר.
3.2. הכנת הצילינדר לשקוע
מנקים היטב את הצילינדר ועוטפים אותו בחלקו הפנימי עם נייר אסבסט. בחלק העליון והתחתון משאירים רווח של כ- 6 מ"מ, טובלים את הצילינדר במים ומרכיבים את הבסיס עם השעוות המחוברות אליו. יש להפקיד על בחירה נכונה של גודל הצילינדר לפי גודל עץ השעווה. הקצה העליון של עץ השעווה צריך להיות שקוע במידה שתאפשר הוצאת הגזים בזמן היציקה, אבל מספיק כדי שהגבס לא ישבר על ידי הכוחות הצנטריפוגליים.
3.3. שקוע (Investing)
לאחר שהצילינדר הוכן וחומר השיקוע עורבב מוציאים את בועות האוויר בעזרת ויברטור ותחת ואקום במשך כ – 30 עד 45 שניות.
הגבס הנוזלי מתרומם בזמן היניקה ולבסוף יורד חזרה. אז מפסיקים את משאבת הואקום ויוצקים את הגבס לתוך הצילינדר בזהירות כדי לא לשבור את עץ השעווה. שלב השקוע הוא קריטי בתהליך היציקה וקיימות שיטות שונות לבצע אותו :
1. שקוע רצוף עד למילוי הצילינדר על עץ השעווה ויניקה של בועות האוויר על גבי פלטה עם ויברציה.
2. שקוע בשלבים. בתחילה מוזגים את הגבס עד לגובה פירטי השעווה התחתונים, מניחים את הצילינדר על הויברטור למשך זמן קצר ואז מוזגים את יתרת הגבס ומניחים שנית על גבי הויברטור להוצאת שארית בועות האוויר.
3. שקוע על גבי ויברטור עד למילוי הצילינדר ויניקה במכונת ואקום תוך כדי ויברציה. לאחר גמר היניקה ממשיכים את הויברציה כדי להבטיח חדירה של הגבס לכל הפינות והחללים. ניתן לבסוף להוסיף גבס למילוי הצילינדר עד לשפה ולבצע ויברציה ואולם יש להקפיד על כך שהשכבה מתחת עוד לא התקשתה היות ואז לא תהיה התחברות טובה ובזמן היציקה התוספת תשבר. מומלץ לעטוף את קצה הצילינדר בגומי או במסקינג-טייפ כדי להגביה את הצילינדר ולמנוע שפיכה של הגבס בזמן היניקה תחת ואקום. לאחר השקוע מחכים כחצי שעה עד שעה להתקשות הגבס ואז מוציאים את בסיס השעווה בתנועה סיבובית ובזהירות. השלב הבא הוא הוצאת השעווה( Burnout).
4. הוצאת השעווה (BURNOUT)
4.1. תנורי שריפה ומחזור החימום
כשעה עד שעתיים לאחר שלב השקוע ניתן להוציא את השעווה. הוצאת השעווה נעשית בתוך תנור, בדרך כלל תנור חשמלי. תנור מתאים להוצאת שעווה צריך לכלול מגש תחתון מנירוסטה או מחומר קרמי כדי להגן על רצפת התנור, תנור פליטה להוצאת העשן ולאספקת חמצן לצורך שמירה על אווירה מחמצנת הדרושה לשריפה מוחלטת של כל שאריות הפחמן. אם הוצאת השעווה אינה מתבצעת מיד, אלא אחרי מספר ימים יש לדאוג לכך שהגבס יוכנס לכלי עם מים למשך מספר דקות כדי שיירטב היטב לפני הכנסתו לתנור, אחרת הוא ייסדק בזמן החימום. ניתן להתחיל את תהליך הוצאת השעווה בתנור קר או בתנור שחומם מראש ל- 150 cº .
הצילינדרים מוכנסים לתנור כשהפתח כלפי מטה. לאחר הוצאת השעווה בטמפרטורה הנמוכה משכיבים את הצילינדר על צדו עם הפתח לכיוון הדלת ומחממים בהדרגה עד ל – 730 cº-700 cº . מחזור החימום תלוי בגודל התנור , בכמות ובגודל הצילינדרים כפי שנראה בטבלה עבור תנורי שריפה גדולים :
טבלה מס' 1
משך וטמפרטורה של מחזורי חימום
מחזור 5 שעות לצילינדר בגודל מקסימלי
"½2X " ½2
שעות מחזור 8 שעות לצילינדר בגודל מקסימלי
"4X " ½3
שעות מחזור 12 שעות לצילינדר בגודל מקסימלי
"8 X "4
שעות
150 cº 1 150 cº 2 150 cº 2
370 cº 1 370 cº 2 370 cº 2
730 cº 2 732 cº 3 480 cº 2
טמפרטורה יציקה 1 טמפרטורה יציקה 1 730 cº 4
טמפרטורה יציקה 2
בכל המחזורים ניתן לשמור על התנור ב- 150ºc לפני תחילת התהליך.
טמפרטורת היציקה תלויה בסוג המתכת ובגודל היציקות. יציקות גדולות דורשות טמפרטורת תבנית נמוכה יותר.
תחומי טמפרטורה אופייניים נתונים להלן :
נתכי זהב 9 קרט: 500ºc-600ºc
נתכי כסף ונתכי זהב 18 קרט: 600ºc-700ºc
נתכי זהב לבן: 650ºc-750ºc
נתכי פלטינה ונתכי פלדיום: 700ºc-800ºc
יש לציין שמשך השריפה המומלץ בתנור קטן שיכול להכיל פחות מ- 10 צילינדרים בקוטר 100 מ"מ הוא כדלקמן :
1 שעה חימום ל- 260ºc
1 שעה חימום ל- 760ºc
2 שעות שהיה ב- 760ºc
1 שעה קירור לטמפרטורת היציקה
½ שעה שהיה לפחות.
תהליך שריפת הגבס הוא ארוך וניתן לקצרו על ידי שימוש בחומר שקוע במיוחד על בסיס סיליקה (2 SIO ) הנקרא STERLING בשיטה הבאה:
1. אחרי השקוע מחכים 20 דקות ומפרקים את הבסיס.
2. מכניסים את הצילינדר לתוך מים קרים למשך 10 דקות.
3. מכניסים את הצילינדר לתנור בטמפרטורה של 700ºc-750ºc למשך כשעה.
בדרך זו אפשר לקצר שעה ושלושת רבעי מזמן השקוע ואולם כדאי לזכור:
א. חומר השקוע הינו יקר.
ב. חוזק התבנית גבוה ולא ניתן לפרקה על ידי טבילה במים קרים אחרי היציקה ולכן בזמן שבירת התבנית יש להיזהר מפגיעה ביציקות עדינות.
4.2. סיכום שלב הוצאת השעווה
תהליך הוצאת השעווה חייב להיות איטי ומודרג כדי לאפשר למים לצאת דרך חורי הגבס. חימום מהיר יכול לגרום לכך שהמים יהפכו לקיטור ואז יווצר לחץ פנימי שעלול לשבור את הדפנות הדקים של הגבס. השעווה מותכת בין 150ºc-95ºc ולכן רצוי לשמור על התנור בטמפרטורה של 150ºc לפני הכנסת הצילינדרים.
הצילינדר חייב להיות לח עדיין בעת ההכנסה לתנור. גבס יבש יכול לגרום לשעווה להיספג בתוכו בתהליך החימום. ב- 538ºc שעווה שלא יצאה הופכת לפחמן (אפר) בצורת אבקה שחורה. ב- 760ºc הפחמן נעלם לחלוטין והופך ל- CO² ,שהוא גז רעיל וחסר ריח הבוער בלהבה הכחולה. אסור לחמם את התבנית מעל 780ºc (1450ºF ) היות והגבס מתחיל להתפרק, נוצרת גפרית גזית בצורת SO 2 ו- SO 3 שמתרכבת עם המתכת הנוזלית ומקבלים תרכובות גפרית (סולפידים) הגורמים לשינוי בצבע המתכת.
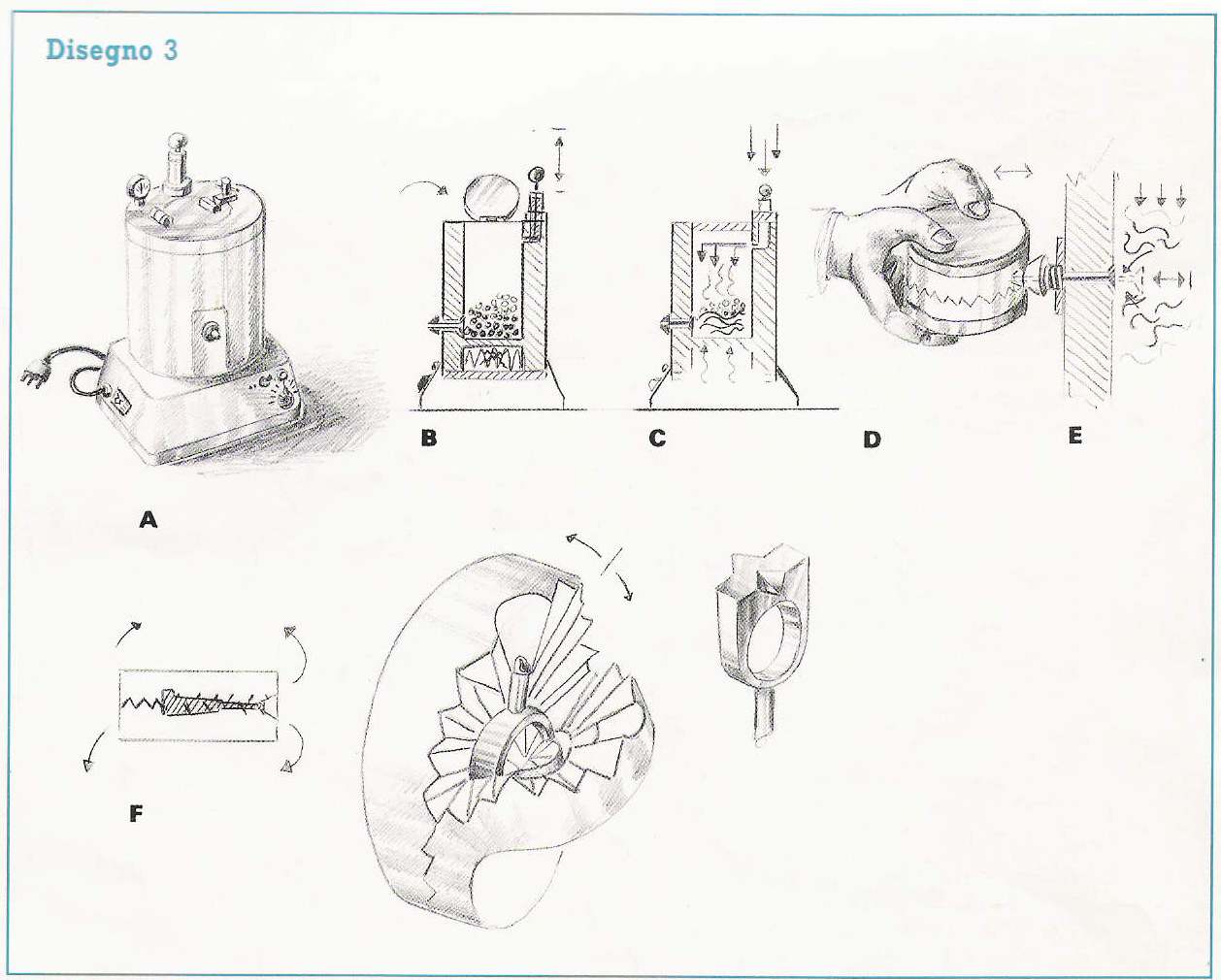
5. מכונות יציקה צנטריפוגליות
היציקה הצנטריפוגלית מבוססת על עקרון כוחות הסיבוב הצנטריפוגליים הדוחפים את המתכת הנוזלית לתוך חלל התבנית. בשיטה זו ,המקובלת כבר עשרות שנים ניתן לקבל יציקות בצפיפות ובאיכות גבוהים.
הגורמים החשובים ביציקה צנטריפוגלית הם: מהירות הסיבוב, אורך הזרוע עליה מונחת התבנית, משקל המתכת וסוג המתכת.
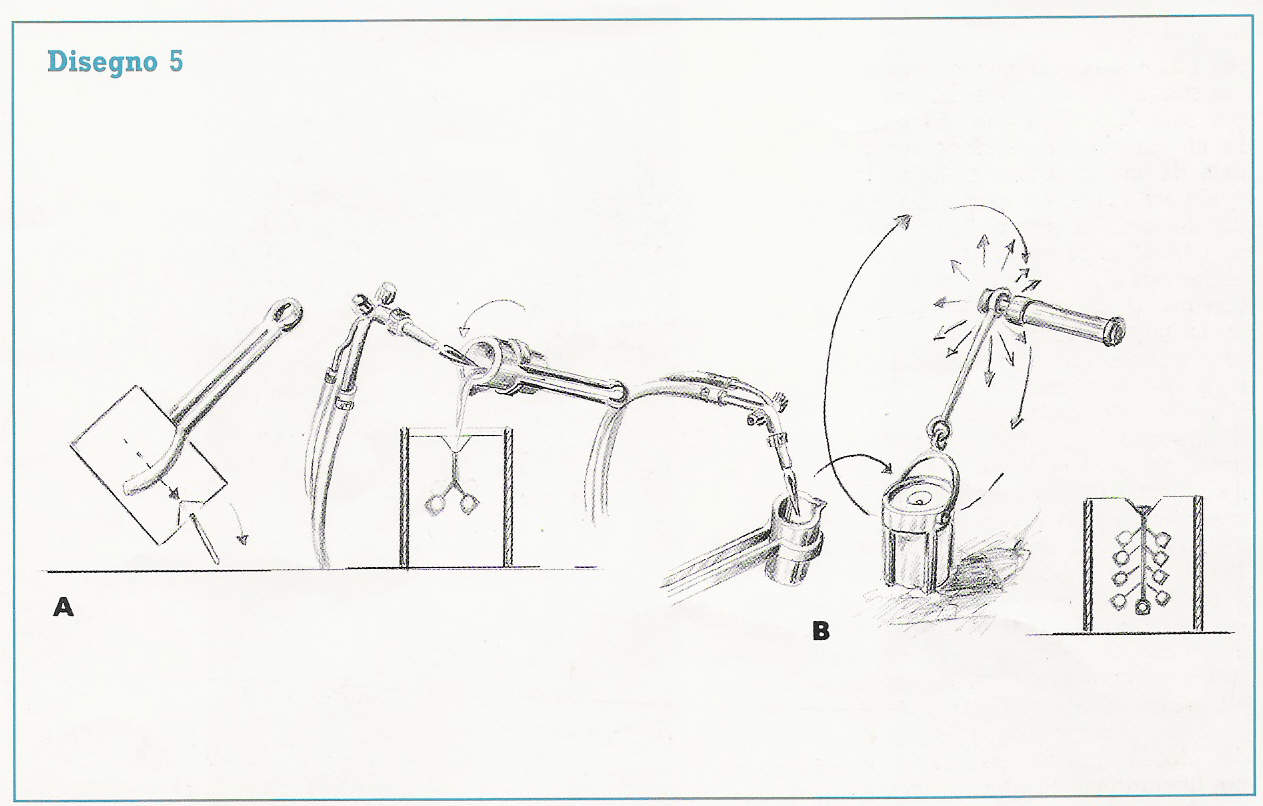
העיקרון של מכונה צנטריפוגלית :
המתכת מותכת בתוך כורית עשויה מגרפית או קרביד הסיליקון (SIC) בעזרת מבער או בצורה חשמלית. ברגע שהמתכת הותכה מוציאים את התבנית מתנור השריפה ומצמידים אותה לכורית, ממשיכים לחמם את המתכת. זו נהיית מבריקה ומתחילה להסתובב. הסיבוב המהיר גורם להזרקת המתכת הנוזלית לתוך התבנית והכוחות הצנטריפוגליים מבטיחים מילוי טוב וצפיפות גבוהה. בדרך כלל הזרוע המשמשת לתבנית עשויה משני חלקים עם "פרק". עם התחלת הסיבוב, הפרק נמצא ב- 90º לזרוע וכך מבטיחים שלא תהיה הזרקה לפני שהתפתחה מהירות מספקת ומונעים שפיכה של מתכת לצדדים. במכונות שהזרוע בהן עשויה מקשה אחת, הכורית מתוכננת כך שלא תהיה בריחת מתכת לצדדים.
מכונות היציקה המוצעות היום למכירה מונעות על ידי מנוע שניתן לווסת את מהירות הסיבוב שלו. יתרונן הוא בכך שמהירות הסיבוב אינה משתנה במשך ההזרקה ובזמן הקירור, לעומת המכונות המונעות על ידי קפיץ שבהן המהירות קטנה והולכת. שיטות חימום המתכת הינן שונות: ניתן לחמם מחוץ למכונת היציקה ולהעביר את המתכת המותכת לכורית שבמכונה או לחמם בתוך מכונת היציקה אם בעזרת מבער גז או בצורה חשמלית. שתי שיטות חשמליות מקובלות האחת – חימום חשמלי בתוך תנור קטן העוטף את הכורית והשנייה – חימום בעזרת סליל השראה (אינדוקציה) .
האחרון מהיר מאוד ויעיל מאוד והוא דורש ציוד מתאים להספקת זרם בתדירות גבוהה. השליטה בטמפרטורת המתכת המותכת מתאפשרת על ידי צמד תרמי (תרמוקפל) המוחדר לתוך המתכת הנוזלית או על ידי פירומטר אופטי הקורא את הקרינה הנפלטת מפני המתכת. מכונות יציקה צנטריפוגליות מודרניות כוללות מערכת חימום אינדוקטיבי בתדירות גבוהה ופעולתן היא כדלקמן : המתכת או מרכיביה בצורת גרגירים מוכנסת לתוך כורית ההתכה העשויה מחומר קרמי או גרפית. סליל האינדוקציה מועלה למצב עליון כך שיקיף את הכורית. מתג החימום מופעל ויוצר אנרגיה אלקטו – מגנטית בתדירות גבוהה בתוך הסליל. זרמי ההשראה פועלים על המתכת ישירות או על הגרפית וגורמים לחימום עד להתכה. טמפרטורת המתכת נשלטת על ידי מערכת בקרה הכוללת פירומטר אופטי הקורא את הטמפרטורה ומגביל את הזרם המועבר לסליל כאשר הטמפרטורה מתקרבת לתחום הרצוי. בתוך הסליל זורמים מים לקירור. כשהמתכת מגיעה לטמפרטורה הנדרשת מוציאים את התבנית מתנור החימום ומרכיבים אותה על גבי הזרוע בסמוך לכורית. בשלב זה מפסיקים את הזרם שעובר דרך הסליל ומורידים אותו למצב תחתון, סוגרים את המכסה העליון ומפעילים את מנגנון סבוב הזרוע.
למרות מחירן הגבוה של מכונות היציקה הצנטריפוגלית יתרונן הוא רב:
השליטה בתהליך גבוהה, ההתכה נעשית ישירות בתוך המכונה ובמהירות , כך שהמתכת חשופה זמן קצר לאוויר והתחמצנות מוגבלת וספיחת הגזים היא מינימלית.
כתוצאה מכך איכות היציקה מעולה. יש לציין שיצרני המכונות מציעים כאופציה מערכת עם גז אינרטי (ארגון) על פני הכורית או עם ואקום, בעזרתם ניתן לבטל לחלוטין את ההשפעה המזיקה של גזים, בעיקר החמצן שבאוויר, ולהגיע לרמת איכות מירבית.
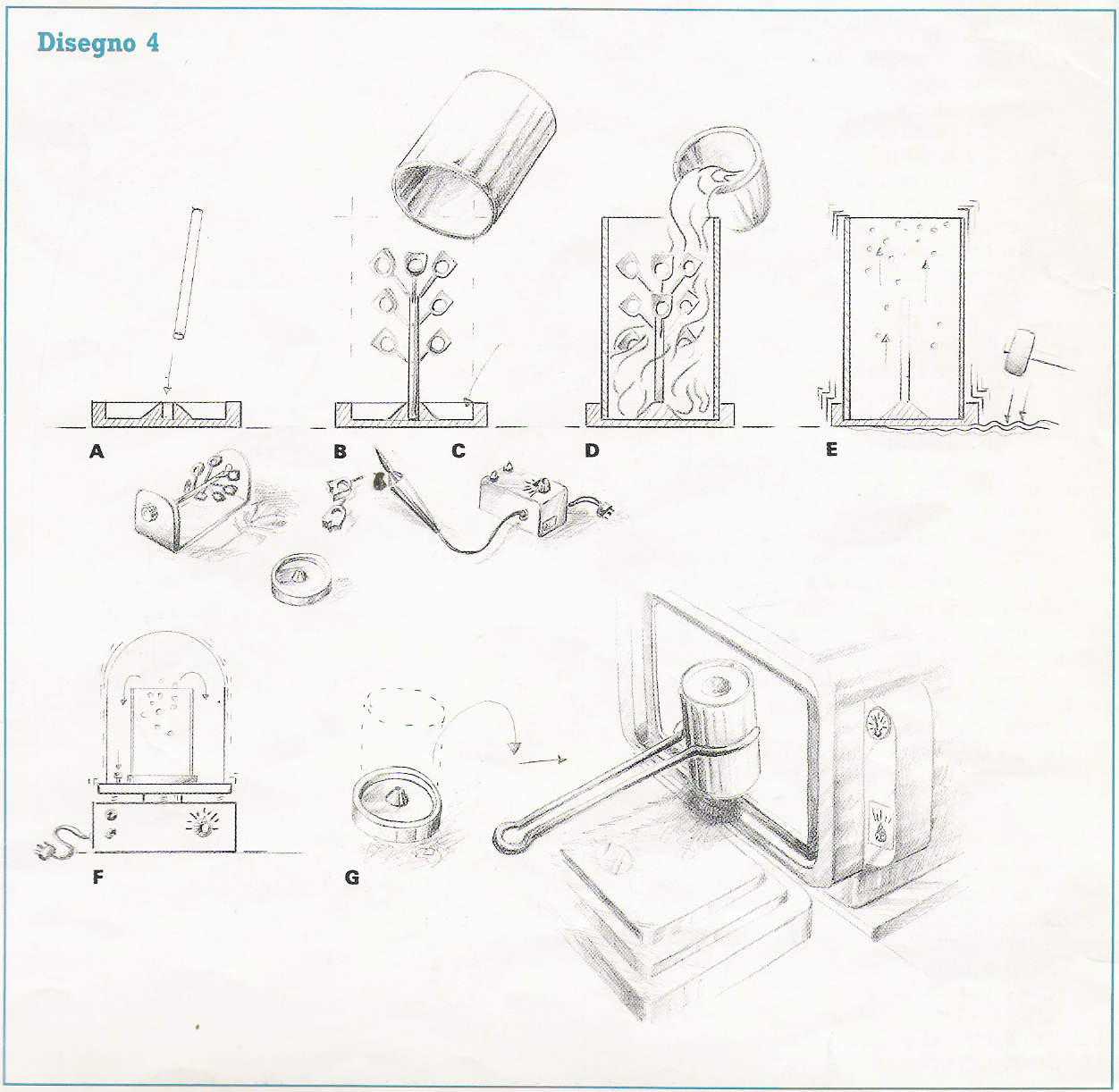
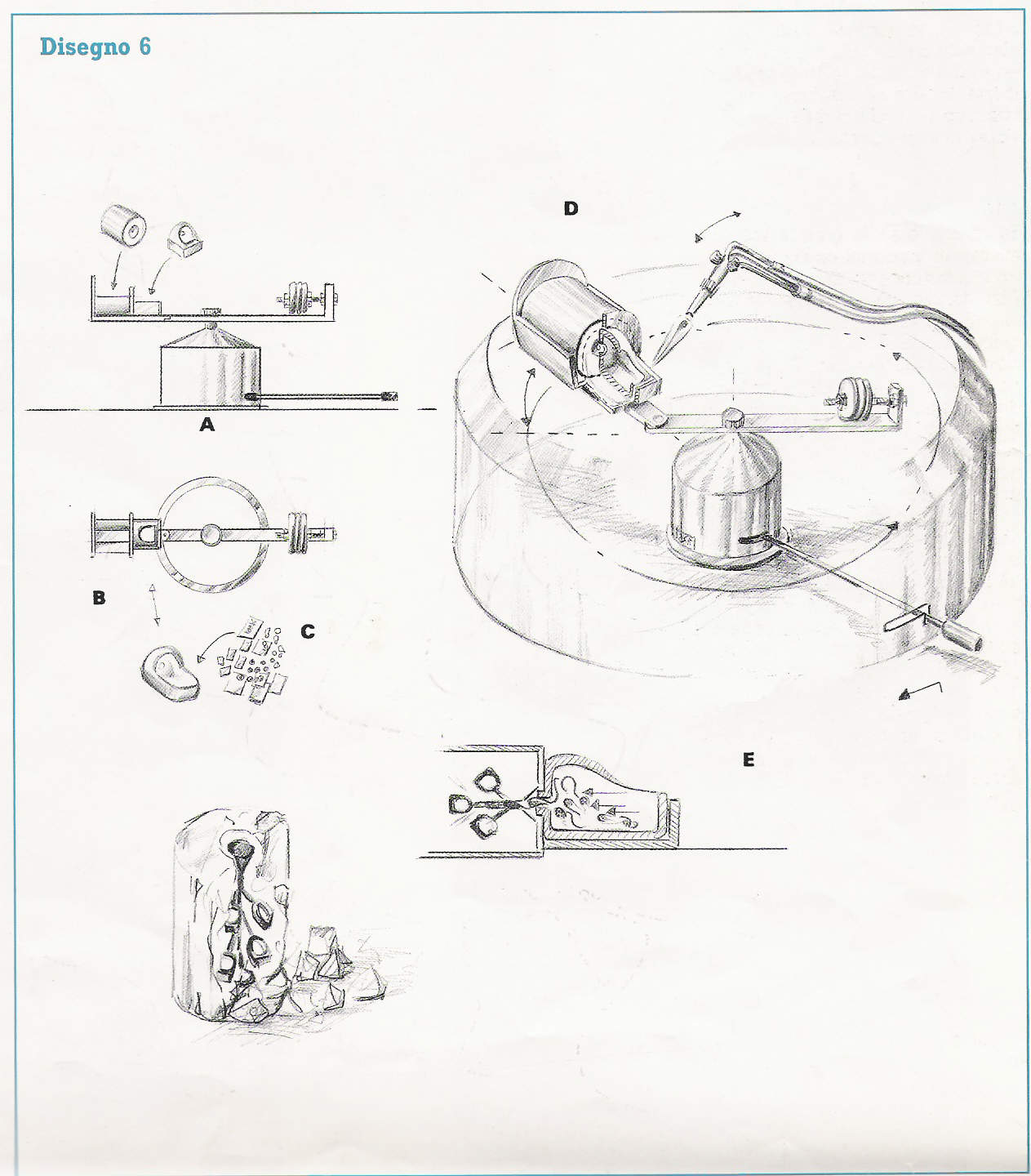
6. מכונות ליציקה בעזרת ואקום
להבדיל מיציקה צנטריפוגלית שבה מילוי התבנית והוצאת האוויר נעשים בעזרת כוחות הסיבוב, במכונות ליציקה בעזרת ואקום יוצרים ואקום בתוך תא סגור שבו מונח הצילינדר והמתכת הנוזלית ממלאה את החלל ע"י גרביטציה בשילוב עם לחץ אטמוספרי חיצוני. הואקום שנוצר מרוקן את התבנית מאויר וגורם ליניקת המתכת פנימה.
שים לב לכך שהתבנית הינה צילינדר מחורר המאפשר יניקה של האוויר מתוך החלל דרך הגבס האוורירי. בזמן הכנת חומר השקוע עוטפים את התבנית בניילון כדי למנוע בריחה דרך החורים.
7. חישוב משקל וטמפרטורות יציקה
משקל המתכת ניתן לחישוב בשתי דרכים :
1. מכפילים את כמות המים (הנפח) הנדחית על ידי השעווה במשקל הסגולי של המתכת. למשל, אם נפח המים נדחה הוא 40 מ"ל (CC) והמשקל הסגולי 12.61 גר' לסמ"ק (זהב לבן 14 קראט) – המשקל הוא 504=12.61X40 גרם.
2. שוקלים את השעווה ומכפילים את משקלה במשקל הסגולי של המתכת. דבר זה אפשרי מכיוון שהמשקל הסגולי של שעווה ומים בערך שווים כלומר 1. בטבלה הבאה נתון המשקל הסגולי של מתכות שונות וכן טמפרטורות היציקה המתאימות.
טבלה מס' 2
משקל סגולי וטמפרטורת יציקה של מתכות שונות
המתכת משקל סגולי
(גרם / סמ"ק) טמפרטורה *
היתוך (Cº )
אלומיניום 2.7 700
פליז 8.5 930
ברונזה 9.0 1,000
כסף 10.3 890
זהב צהוב 9 קראט 11.2 880
זהב לבן 9 קראט 12.5 940
זהב צהוב 14 קראט 13.1 860
זהב לבן עם תוספות
פלדיום 14 קראט 14.9 1,050
זהב לבן עם תוספות
ניקל 14 קראט 12.6 996
זהב צהוב 18 קראט 15.5 910
זהב לבן 18 קראט 14.7 950
זהב צהוב 22 קראט 17.7 1,000
פלדיום נקי 12.0 1,550
פלטינה 21.5 1,772
• טמפרטורת היציקה היא 20ºc – 50ºc מעל טמפרטורת ההיתוך.
8. פגמי יציקה
פגמי יציקה אופיינים הם : חללים (חורים, נקבוביות) באזורים עבים , חוסר מילוי של היציקה, עודף מתכת על פני השטח בצורת עיבוי ובליטות, חלקיקים זרים (אינקיונות) וטיב שטח גרוע.
ישנם גורמים רבים ושונים לכל אחד מהפגמים הללו. בטבלה הבאה מופיע ריכוז של הפגמים וגורמים אפשריים :
סוג הפגם סיבה אפשרית
ח ל ל י ם 1. תעלות השעווה לא מתאימות ותכנון עץ לקוי.
2. טמפרטורת צילינדר גבוהה.
3. טמפרטורת יציקה גבוהה .
חוסר מילוי 1. תכנון לא טוב של השעווה.
2. שריפה לא מושלמת של השעווה.
3. טמפרטורת צילינדר נמוכה.
4. טמפרטורת יציקה נמוכה.
5. כמות מתכת קטנה.
6. קירור במים מוקדם מדי של הצילינדר אחרי היציקה.
בל י ט ו ת 1. אויר כלוא.
2. שעווה אל נטבלה בנוזל הרטבה.
3. בועות אויר בחומר השקוע .
4. יניקה בוואקום ארוכה מדי לאחר השקוע.
אינקיונות 1. פינות חדות בשעווה .
2. צילינדר לא נקי לפני השקוע.
3. חלקיקים זרים שנפלו לתוך חלל התבנית.
4. התפוררות הגבס בגלל זמן המתנה קצר לפני הכנסה לתנור .
5. חימום מהיר מדי של הצילינדר.
6. כורית לא נקיה .
סוגי נקבוביות (פורוזיות) ביצוקים ודרכי מניעתם – ראה בהמשך.
8.1. סוגי פורוזיות עיקריים
אנו מבחינים בשני סוגים עיקריים של פורוזיות :
– פורוזיות גזית (gas porosity )
– פורוזיות כווץ (shrinkage porosity)
כיצד מבחינים בין שני סוגי הפרוזיות?
פורוזיות גזית היא בעלת צורה כדורית וברור כי היא נוצרת לפני התמצקות המתכת, היא נוטה להתרכז קרוב לפני השטח.
פורוזיות כווץ מתבטאת בצורת פורות מסועפות ומאורכות (צורה דנדריטית) גם אם בפני השטח נראה נקב קטן הרי שלאחר ליטוש הנקב גדל ובדרך כלל מתגלים נוספים לידו. פורוזיות זו מפוזרת בכל נפח היצוק.
פורוזיות גזית
פורוזיות גזית נגרמת כאשר חודר גז לחומר המותך ונשאר בחומר עד להתמצקותו. יש לציין כי המתכת במצב נוזלי מסוגלת לקלט נפח גדול בהרבה של גז בהשוואה לכמות הנקלטת בחומר מוצק.
באיזה שלבים של תהליך היציקה חודר גז למתכת?
1. כוריות, קירות התנורים, הפלקסים מכילים רטיבות, בטמפרטורה הגבוהה של ההתך
הופכת רטיבות זו לחומר במצב צבירה גזי.
2. בעת ערבוב מכני של החתך (כגון בעת שימוש במוט לערבוב) מוחדר אויר לתוך ההתך.
3. בעת שפיכה מהירה של ההתך מן הכורית לתוך תבניות הגבס יש אפשרות של לכידת אויר.
4. ככל שהמתכת מחוממת לטמפרטורה יותר גבוהה ושוהה בה יותר זמן, יש יותר סיכון של המסת גזים לתוכה .
5. אם העץ מתוכנן כך שיש זוויות ישרות (º90) בין היצוק והתעלות (Sprues ) יש אפשרות לטורבולנציה בעת זרימת המתכת לתבנית תוך כליאת גזים.
6. לאחרונה התברר בחקירות שכתוצאה מתגובה כימית בין מרכיבים מסוימים של ההתך והגבס נוצרים תוצרים גזיים. תופעה זו יכולה להסביר את העובדה שפורוזיות גזית מתרכזת בעיקר ליד פני שטח היצוקים.
כיצד למנוע פורוזיות גזית
ניתן למנוע פורוזיות זו בשתי דרכים :
– ע"י מניעת חדירת גזים
– ע"י הוצאתם בעת היציקה
על מנת למנוע חדירות גזים יש :
– ליבש ע"י חימום כוריות, תנורים ופקסים לפני השימוש.
– לערבב מתכת נוזלית באיטיות וזהירות
– לשפוך המתכת הנוזלית בזהירות
– לתכנון את התעלות בעץ כך שלא יוצרו זווית ישרות או חדות .
– אוירה של גז מגן כגון ארגון שהינו כבד מן האוויר יוצרת עטיפה שמונעת המסת אויר בהתך. תפקיד דומה ממלא הברוקס.
אם הוצאת הגז מן ההתך ניתן לזרז ע"י :
– אם הגבס הוא פורוזי יצאו הגזים מן ההתך דרך הגבס כתוצאה מכוחות צנטריפוגליים (באם היציקה נעשית בשיטה צנטריפוגלית) או בעזרת הוואקום אם יוצקים במכונה היוצרת וואקום. חשוב כי כוחות אלה יופעלו במלוא עצמתם בעת שההתך הוא בטמפרטורה הגבוהה ביותר אליה הוא יגיע.
גבס פורוזי מתקבל אם הוא נשרף בתנאים אופטימליים כך שהשעווה ושאריות אפר הורחקו. מצב זה מאופיין ע"י צבע בהיר של הגבס.
– חשוב כי טמפרטורת תבנית הגבס תהיה מספיק גבוהה אחרת תתמצק השכבה החיצונית של היצוק לפני התמצקות השאר ובכך תמנע יציאת הגזים.
– יש להבטיח כי מהירות הסיבוב של מכונה צנטריפוגלית היא מספקת כך שייווצרו כוחות מספיק חזקים לסילוק גזים.
– שימוש בכורית גרפיט ובתוספות אבץ לסגסוגת מקטינים כמות החמצן המומס.
רצוי בכל יציקה לערבב 50% חומר חדש ו – 50% חומר ממוחזר, זאת בפרט כאשר משתמשים בסגסוגת עם אבץ. האבץ מתנדף בעת היציקה ולכן ריכוזו יורד עם כל יציקה חוזרת. כאמור האבץ קושר את החמצן ומקטין פורוזיות גזית.
פורוזיות כווץ
פורוזיות זו נגרמת עקב כווץ המתכת בעת התמצקותה. הסיבות העיקריות להופעתה קשורות בתכנון העץ והן :
– מעברים פתאומיים מאזורים כבדים או עבים לאזורים דקים של היצוק.
– תעלות (ענפים) צרות מדי שאינן מאפשרות הספקה רצופה של חומר מותך ליצוק.
– צפיפות גדולה של יצוקים על העץ אינה מאפשרת קירור יעיל, קירור איטי מגדיל הסיכוי לפורוזיות.
טמפרטורת היציקה וטמפרטורת תבנית הגבס קובעות גם כן את מידת הפורוזיות. אם טמפרטורת ההיתוך היא נמוכה (פחות מ – 80ºc מעל טמפרטורת ההיתוך) יתמצק החומר לפני שהתבנית כולה התמלאה ולפני שנפגשו הזרמים המגיעים מן התעלות השונות. כך תיווצר "פורוזיות קרה". אם הטמפרטורה גבוהה מידי (יותר מ- 100ºc מעל טמפרטורת ההיתוך) תתמלא אמנם התבנית אבל הכווץ בעת ההתמצקות יהיה גדול מאוד ויגרום לפורוזיות. על כן חשוב לשפוך המתכת כשהיא בטמפרטורה של כ – 100ºc מעל טמפרטורת ההיתוך של החומר היצוק.
מומלץ כי טמפרטורת תבנית הגבס תהיה בתחום של 420-540ºc של החומר היצוק.
הוספת תעלות (ענפים) המובילות חומר לחלקים העבים יותר של היצוק תקטין הסיכוי לפורוזיות, כמו כן, יש סגסוגות המתכווצות פחות מאחרות.
9. מטלורגיה של סגסוגות זהב לתכשיטים
9.1. הרכסים של סגסוגות
הזהב הינה מתכת אצילה, רכה, בעלת גוון צהוב – אדמדם וידוע מהזמן העתיק.
בגלל יציבותה הכימית (עמידות בפני כימיקלים ותנאי חמצון) ניתן למצוא את הזהב במצבו האלמנטרי (מתכתי) ולא בתרכובת כימית כפי שמצויות רוב המתכות.
להלן מספר תכונות פיסיקליות של זהב טהור :
– טמפרטורת התכה – 1063ºc
– טמפרטורת רתיחה – 3000ºc
– צפיפות – 19,32 גרם
סמ"ק
– חום סגולי (ב- 18ºc) – 0,0312 ק"ל
גרם
– חום התכה – 16.1 קלוריות
גרם
– קשיות ברינל – 25
– מבנה גבישי – F.C.C
– חוזק כניעה – 500psi
– חוזק מתיחה UTS)) – 18,000-19,000psi
– התארכות (ב- %) – 45
מתוך נתונים אלו ראויות לציון מספר תכונות:
1. הצפיפות הגבוהה של הזהב (הזהב הינו אחד היסודות הכבדים בטבע)
2. חוזק כניעה וחוזק מתחיה נמוכים יחסית (500psi ו- 18,000psi בהתאמה) . אחוז התארכות הזהב עד לקריעה הוא גדול מאוד ומכאן האפשרות הנוחה לרדד ולרקע זהב. ידוע שניתן לרקע גם זהב טהור לעלה בעל שטח של כ – 0.6 מ"ר ובעובי של 1.10 מ"מ (מילאנית מ"מ).
3. יציבותו הכימית וצבעו החם גרמו למתכת זו להיות ראשונה בחשיבות מבין מתכות התכשיטים וחפצי החן בימינו ובימים עברו. סיבה נוספת לאטרקטיביות שלו היא הנוחיות ביציקת המוצרים.
9.2. מטלורגיה של סגסוגות זהב לתכשיטים
ניתן לחלק את סגסוגות הזהב המשמשות לייצור תכשיטים לשתי קבוצות עיקריות :
– סגסוגות זהב צהובות וגווניו השונים מירוק ועד אדום.
– סגסוגות זהב לבן
רוב סגסוגות הזהב הצהוב מבוססות על שלושת היסודות הבאים :
– זהב
– כסף
– נחושת
לסגסוגות הצהובות מוסיפים לעיתים גם אבץ ותוספות אחרות בריכוזים נמוכים מאד (כגון מנגן או סיליקון).
לסגסוגות הלבנות מצטרף גם הניקל למרכיבים.
בציור מס' 11 ניתן לראות את השפעת הרכבי הסגסוגות על הצבע עבור סגסוגות הזהב בגווני הצהוב.
בטבלאות מס' 3 ו- 4 ניתן לראות את הרכבי הסגסוגות המקובלות במקומות שונים בעולם (באירופה ובארה"ב). טמפרטורת ההתכה של הסגסוגות השונות משתנות בהתאם להרכבן ומתוך הדיאגרמה המשולשת. ניתן למצוא את טמפרטורת ההתכה של כל סגסוגת.
לסגסוגות הזהב ניתן לבצע טיפולים תרמיים לקבלת תכונות שונות :
– לקבל מתכת רכה שניתנה לעיבוד פלסטי.
– לקבלת מתכת קשה.
תכונות אלו נובעות מהעובדה שלסגסוגות השונות יש מבנים מיקרוסקופיים שונים התלויים בטמפרטורה מצב של חומר הומוגני המוגדר כפאזת α, ומצב שבו יש שתי פאזות, 1α ו- 2α
( (Au , α (Ag –( Cu –Au ) α ( שהן פאזת זהב עישרה בנחושת Au ) – α ( Cuאו פאזת זהב עשירה בכסף.
בדיאגרמות 13 ו- 14 ניתן למצוא את תלות טמפרטורת המעבר בהרכב הסגסוגת.
כדוגמה לשימוש בדיאגרמות אלו ניקח סגסוגת זהב 14ct בעלת ההרכב הבא :
זהב – 58.3%, כסף – 15.7% , נחושת 25%.
נקודה המייצגת הרכב זה תהיה בנקודות החיתוך של אחוזי הזהב , הנחושת והכסף בדיאגרמה ומיוצגת בנקודה A בדיאגרמה המשולשת בציור מס' 13. טמפרטורת המעבר המתאימה להרכב זה תהיה 600ºc .
אותה נקודה תהיה מיוצגת בציור מס' 4 בדיאגרמת פאזות ב' וגם בדיאגרמה זו נמצאה טמפרטורת מעבר של כ – 600ºc . לשם השלמת התמונה נמצא את הרכב הסגסוגת גם בדיאגרמת הצבעים בציור מס' 11 (נקודה A ) ונמצא כי סגסוגת זו נמצאת על גבול הצבעים בין צהוב לצהבהב .
ניתן לראות בבדיקה נוספת שאם נבצע עבור זהב 18ct קירור מהיר מטמפרטורה של 400ºc , או קירור מהיר מ- 650ºc עבור זהב 14ct , נקבל סגסוגת שניתנת לעיבוד פלסטי בקר (מתכת רכה) ולאחר מכן אפשר להקשות אותן ע"י פעולות זיקון (העברת הסגסוגת למצב של שתי פאזות במנה המיקרוסקופי) זאת ע"י חימום בכ- 300ºc למשך כשעה.
בצורה יותר מפורטת ניתן לראות את התופעה הנ"ל בציור מס' 15 המתאר את תלות קושיות הזהב בהרכבו ובטיפול התרמי שקיבל . ניתן לראות שיש עליה בקושיות עם עליה בריכוז הנחושת ומכסימום קושיות עבור 14ct בריכוז של 22% cu ~ ולאחר מכן ירידה בקושיות.
עבור זהב 18ct קיימת עליה בקושיות עם עלית ריכוז הנחושת .
דבר בולט נוסף הוא שסגסוגת זהב 18ct רכות יותר מסגסוגות 14ct לאחר קירור מהיר (טיפול ריכוך), אך לאחר זיקון סגסוגות 18ct קשות יותר מסגסוגות 14ct .
תופעה חשובה נוספת הידועה ברוב המתכות המקובלות ונבדקה גם לסגסוגות זהב היא הקשיה עקב דפורמציה (ערגול בקר) הקשיה זו תלויה הן בהרכב הסגסוגות והן באחוז הדפורמציה שקבלה הסגסוגת.
בטבלאות מס' 5 ו- 6 ניתן לראות את השפעת הדפורמציה עבור סגסוגות 18ct ו- 14ct באחוזי דפורמציה (עוות) שונים והרכבים שונים (אחוזי נחושת שונים).
טבלה מס' 3
הרכבים של סגסוגות זהב המשווקות ע"י יצרנים בארה"ב 18 ו – 14 קרט
הרכב %
ק ר ט צ ב ע AU AG Cu Zn Ni
18 Y 75 15 10 — —
18 Y 75 13 12 — —
18 W 75 — 2.23 5.47 17.80
18 G 75 22.5 2.5 — —
18 R 75 5.0 20 — —
14 Y 38.33 5 30.0 6.63 —
14 Y 58.33 8.31 29.19 4.17 —
14 Y 58.33 4.0 31.24 6.43 —
14 Y 58.33 16.5 24.97 0.20 —
14 Y 58.33 21.20 20.17 0.30 —
14 Y 58.33 24.78 16.75 0.14 —
14 Y 58.33 10.0 29.67 2.00 —
14 Y 58.33 7.46 26.58 6.63 1.00
14 W 58.33 — 22.10 8.77 10.80
14 W 58.33 — 28.32 4.80 8.55
14 W 58.33 — 23.47 5.99 12.21
14 G 58.33 32.50 8.97 0.20 —
14 G 58.33 35.0 6.47 — —
14 R 58.33 2.08 39.59 —
מקרא :
y – צהוב
w – לבן
r – אדום
g – ירוק
טבלה מס' 4
סגסוגות זהב 18 ו- 14 קרט המקובלות בגרמניה , צרפת ושוויץ
קוד הצבע הרכב %
DIN צבע קרט AU AG Cu Zn Ni
2N-18 צהוב בהיר 18 75 16.0 9.0 — —
3N צהוב 18 75 12.5 12.5 — —
4N ורד 18 75 9.0 16.0 — —
5N אדום 18 75 4.5 20.5 — —
1N-14 צהוב בהיר 14 58.5 26.5 15.0 — —
0N צהוב ירוק 14 58.5 34.0 7.5 — —
8N לבן 14 59.0 — 22.0 12.0 7.0
טבלה מס' 5
הקשיה עקב דפורמציה בסגסוגות 18 קרט
קושיות ברינל עבור דפורמציות שונות *
צ ב ע %cu 15% 30% 60%
אדום כהה 25 143 178 202
אדום אורנג' 21.4 156 177 205
צהוב אדמדם 16.7 166 176 197
צהוב בהיר 12.5 148 160 182
צהוב ירקרק 8.3 141 149 176
ירוק צהבהב 3.6 114 127 138
ירוק צהוב בהיר 0 69 78 93
אחוז דפורמציה מוגדר כאחוז הקטנת שטח החתך של החומר שעבר דפורמציה
טבלה מס' 6
קושיות ברינל עבור דפורמציות שונות *
צ ב ע %cu 15% 30% 60%
אדום כהה 14.5 132 152 185
אדום אורנג' 35.6 142 167 204
צהוב אדמדם 31.1 162 183 207
צהוב כתום 27.7 147 159 173
צהוב כהה 24.9 154 166 181
צהוב 20.7 156 171 186
צהוב בהיר 16.6 176 189 215
צהוב ירוק בהיר 5.9 139 157 182
ירוק כהה 0.0 105 118 139
* אחוז דפורמציה מוגדר כאחוז הקטנת שטח החתך של החומר שעבר דפורמציה
9.3. סטנדרטים של סגסוגות זהב (גוון)
בגרמניה יצרו תקן לגוונים לפי DIN המתאים לסגסוגות המקובלות ביציקה . תקן זה מגדיר מספר צבע מ – 8-N – 0-N , וכפי שניתן לראות בטבלה מס' 5 נתונים גם הרכבי הסגסוגות והגדרת צבעיהן. (תקן זה הוגדר כמיוחד לסגסוגת לשעונים ולציפויי שעונים) .
טבלה מס' 7
קוד לצבע הרכב %
תאור הצבע קרט AU AG Cu Ni Zn
1N-14 * צהוב בהיר 18 58.5 26.5 15 — —
2N-18 * צהוב בהיר 18 75 16 9 — —
3N * צ ה ו ב 18 75 12.5 12.5 — —
4N * ו ר ו ד 18 75 9 16 — —
5N * א ד ו ם 18 75 4.5 20.5 — —
0N ** צהוב-ירקרק 14 58.5 34 7.5 — —
8N ** לבן 14 59.0 — 22 12 7
* תקן משותף לגרמניה , צרפת ושוויץ
** תקן משותף לגרמניה וצרפת
9.4. יציקת סגסוגות זהב
מהלך התכה ויציקה של סגסוגות זהב ניתן בפירוט טוב למדי מבחינה טכנית ברוב ספרי ההדרכה המצויים כיום, אך הפרסומים בעיתונות המקצועית – טכנית עוסקים מעט מאוד בנושא ורוב הפרסומים מצויים בספרות רפואת השיניים ומתאימים יותר לסגסוגות הזהב הדנטלי מאשר זהב לתכשיטים. האופייני ביציקות הזהב בתעשיית התכשיטים הוא יציקה בכמות קטנה יחסית של מתכת עם שטח פנים גבוה, כלומר היחס בין פני שטח היצוק למשקלו הוא גבוה. (בניגוד ליציקות זהב דנטליות).
למרות חוסר הפרסומים נעשו פיתוחים בנושאי היציקה, שוכללו שיטות היציקה, ושומרו חומרי הגלם לדפוסים וליציקה כמו הגומי, השעווה והגבס.
9.4.1. תכנון הדפוס
מילוי הדפוס תלוי במידה רבה ובמהירות השפיכה ובטכניקת היציקה (וואקום או צנטריפוגה) ועלולים להיווצר ביצוק פגמים בגלל כניסות , משפך ומובילים שאינם מתוכננים נכון, וטמפרטורות לא מתאימות של המותך והגבס.
9.4.2. הדפוס
חומר הדפוס מורכב בעיקרו מגבס המשמש כקשרן ותוספות על בסיס סיליקה, דבר המקנה לדפוס עמידות טובה בטמפרטורה גבוהה (750ºc ~) .
לאחר היציקה בא שלב פרוק הגבס ונמצא שסילוק הגבס מבוצע בצורה הטובה ביותר בעזרת אקדח אוויר – מים בלחץ ולאחר מכן מנקה אולטרא-סוני או אמבט של תמיסת אמוניום סולפט (150 גר' לליטר) רותחת, לניקוי סופי.
ניקוי נוסף ניתן לבצע בתוף מסתובב.
9.4.3. עידון גרעינים
בוצעו מחקרים על מנת למצוא תוספות למותך שיאפשרו קבלת עידון גרעינים (מבנה בעל גרעינים קטנים) במוצר, דבר המקנה שיפור בשטח הפנים ובחוזק היצוק. מחקרים אלו בוצעו בעיקר בזהב דנטלי.
במפעלי HANDY AND HARMAN דווח שלסגסוגות זהב-נחושת-כסף וזהב –נחושת –כסף-אבץ מוספים מעט ניקל, פלדיום (0.1% >) או רוטניום (RUTHENIUM ) , המשפרים את יציקת התכשיטים.
9.4.4. פגמים ביצוק
אחד הגורמים העיקריים לפסולת יציקות זהב בתעשיית התכשיטים הוא בפורוזיות (porosity) הנגרמת בזמן הקירור וההתמצקות או כתוצאה מגז מומס במותך.
חללים באזור הכניסה עלולים להיווצר בכלל אויר שחדר לדפוס בזמן השפיכה ונלכד בזמן ההתמצקות. תופעה זו נגרמת בגלל זרימה יותר מדי טורבולנטית מדי של המותך בזמן השפיכה .
סוג נוסף של פורוזיות העלול להיווצר בזמן השפיכה וההתמצקות הוא פורוזיות מתחת לשטח הפנים או בסמוך לו. צורה זו של פורוזיות עלולה להיווצר כתוצאה משפיכה מהירה מדי וטמפרטורה גבוהה מדי . ההסבר לתופעה זו ניתן בכך שפני השטח מתמצקים מהר יחסית בגלל קירור מהיר, אך פנים החומר נשאר מותך והגז נע לכוון פני השטח שהתמצקו, וכתוצאה מכך נוצרת פורוזיות מתחת לפני השטח.
סוג אחר של פורוזיות היא מטיפוס Pin-Hole העלול להיווצר בגלל נוכחות מימן במותך. מימן במותך עלול להופיע בגלל רטיבות (אדי מים) שבאה במגע עם המותך , או כאשר יש במותך Cu0 (תחמוצת נחושת) וכתוצאה מכך ראקציה של חיזור עם מימן (בגז מגן) ונוצר קיטור אשר מחדיר מימן למותך.
תופעה זו ניתן למנוע ע"י תוספת מונעי חמצון (deoxidizers) , כמו סיליקון או אבץ, לתוך הסגסוגות המותכת.
התכה חוזרת של סגסוגת זהב עלולה לגרום לקשיים כאשר היא מבוצעת לעיתים תכופות מדי . עלול להיגרם שינוי בהרכב הסגסוגת בעיקר באלו המכילות אבץ, כמו כן עלול להיגרם הצטברות תחמוצות בתוך היצוק. בבדיקה שבוצעה בבריה"מ נמצא שרצוי להכניס להתכה לא יותר מאשר כ – 50% חומר חוזר והשאר חומר חדש על מנת להימנע מפגמים בשטח היצוק ומפורוזיות.
9.4.5. יציקה רצופה של סגסוגות זהב
במטרה לפשט את תהליך היצור ולהשקיע פחות כוח עבודה הותאמה שיטת היציקה הרצופה גם לסגסוגות של המתכות האצילות.
בציור מס' 16 ניתן לראות סכמה של התהליך על שלביו השונים כפי שהוא מבוצע על סגסוגות כסף.
9.5. השפעת מסגסגים על תכונות סגסוגת זהב
9.5.1. גוון
גוון הסגסוגות נקבע ע"י ההרכב. ניתן לקבל ע"י שינוי יחסי המסגסגים גוונים של ירוק. צהוב. אדום או לבן.
השפעת המסגסגים במערכת טרנרית של זהב-כסף-נחושת ניתן כבר ותואר ע"י הדיאגרמה בציור מס' 11. מתוך הדיאגרמה זו ניתן לראות שעלית ריכוז הנחושת יגרום לנטיית הגוון לכוון האדום ואילו עלית ריכוז הכסף יגרום לנטייה לכוון הגוון הירוק.
שני מסגסגים שימושיים נוספים הם האבץ והניקל שהשפעתם העיקרית על הגוון היא הלבנה (הבהרה) לכן בסגסוגות לבנות הם מהווים מרכיב חשוב. בסגסוגת הצהובות אבץ גורם להבהרת הגוון ונטייה יותר לכוון הצהוב.
9.5.2. השפעה על התכה ויציקה
ניתן לקבל תכונות משופרות בהתנהגות הסגסוגות בזמן ההתכה היציקה ע"י תוספות מסגסגים מסוימים.
1. ניתן לבצע מניעת חמצון ע"י מונעי חמצון כמו אבץ, סיליקון או בורון. ההוספה מתבצעת ע"י הכנסת נחושת המכילה בכמות ידועה יסודות אלו.
2. תוספת אבץ משפרת גם את תכונות הזרימה והמילוי של הסגסוגות וכן מורידה את טמפרטורת ההתכה.
3. ניתן לשפר את המבנה הגבישי (לעדן את הגרעינים) ע"י תוספות קטנות של חומרים כמו ניקל, פלדיום (0.1% >) ורוטניום (0.05%>) .
טמפרטורת ההתכה של הסגסוגת מושפעת ע"י סוג המסגסגים והיחס ביניהם. ניתן לראות מהדיאגרמה בציור מס' 2. שבסגסוגות 14ct עליה בריכוז הנחושת מורידה את טמפרטורת ההתכה עד לנקודת מינימום מסוים ולאחר מכן יש עליה שוב בטמפרטורת ההתכה.
טמפרטורת ההתכה של סגסוגות 14ct אם כסף בלבד היא כ – 1,000ºc + עם עליה בריכוז נחושת תרד טמפרטורת ההתכה עד מינימום של 850ºc (25% נחושת) ואז תהיה עליה בטמפרטורת ההתכה עד ל – 950ºc עבור 14ct עם נחושת בלבד.
9.5.3. השפעה על תכונות מכניות
כפי שצוין כבר ניתן לרכך או להקשות (טיפול המסה וטיפול זיקון) את סגסוגות הזהב כאשר הקושיות תלויה בהרכב הסגסוגת.
עליה בריכוז הנחושת בסגסוגות 18ct תעלה קשיות המתכת עד מכסימום של כ- 200HB לאחר זיקון (25% נחושת), נובע מכאן שככל שעולה ריכוז הכסף הקשיות יורדת.
לעומת זאת בסגסוגות 14ct התמונה מעט שונה. מבחינים בעליה בקשיות הסגסוגת עד לריכוז של 22% נחושת (מגיעה ל – 170HB ) לאחר טיפול זיקון, אך עליה נוספת בריכוז הנחושת תגרום לירידה בקשיות. תופעה נוספת שניתן להבחין בה, שסגסוגת 14ct היא בעלת קשיות גבוהה יותר מ – 18ct לאחר טיפול המסה, אך לאחר טיפול זיקון לסגסוגת 18ct קשיות גבוהה יותר.
תוספת אבץ משפיעה על מספר תכונות :
1. הקשיות יורדת באופן כללי ולאחר טיפול המסה וזיקון מתקבלת סגסוגת עם קשיות נמוכה יחסית לסגסוגות ללא אבץ.
2. טמפרטורת ההתכה יורדת דבר שמנוצל בסגסוגות להלחמות (חוטי הלחמה).
3. טמפרטורת מעבר הפאזה יורדת בצורה משמעותית.
4. משיכות הסגסוגת עולה . תכונה חשובה בתהליכי ערגול ומשיכה (שרשרות).
תוספות המשפרות את המבנה הגבישי (עדון גרעינים) גורמות לחומר שניתן לבצע בו ליטוש סופי בעל איכות טובה יותר.
בסגסוגות המיועדות למשיכה ולעירגול רצוי להוסיף מסגסגים אשר ימנעו גידול גרעינים מהיר (בגלל הדפורמציה המופעלת על המתכת). יסודות שישפיעו בכוון זה הם קובלט או ברזל.
9.6. השפעת תוספות בריכוזים נמוכים (trace element ) על תכונות הסגסוגת
מזהמים או תוספות בריכוזים נמוכים עלולים לגרום לתופעות לוואי מסוימות, שליליות או חיוביות.
9.6.1. עופרת
עופרת עלולה לגרום לפריכות של החומר כתוצאה מהפרשה של פאזה Au 2 Pd בגבולות גרעינים. ריכוזים נמוכים מאוד 0.005%-0.06% עלולים לגרום כבר לתופעות של פריכות ובזמן ערגול חומר עם זהום עופרת ייווצרו סדקים בפינות המוט או החוט המערגל.
9.6.2. גפרית וזרחן
שני יסודות אלו עלולים ליצור סולפידים ופוספידים של נחושת, כסף וניקל בסגסוגת ויגרמו לתופעות של פריכות.
יש מעט סיכוי להופעת זרחן במתכת אך לגופרית יש יותר סיכוי.
גפרית עלולה להימצא בגזי השריפה (בהתכה בלהבת גז), בכורית ואפילו כתוצאה מהתפרקות חלקית של שאריות הגבס ( CaSO2 ׂ) בחומר החוזר.
9.6.3. חמצן
אחד המזהמים הנפוצים ביותר, גורם להופעת תחמוצות על פני שטח המותך ובתוך המתכת לאחר ההתמצקות, ויותר פגמי שטח ופורוזיות. מסיבה זו לא רצוי לבצע התכה וטיפול תרמי ללא גז מגן או אויר.
עד כאן נסקרו מזהמים הגורמים לירידה בתכונות ולתופעות שליליות, קיימים מספר יסודות שמוסיפים אותם בכמויות קטנות מאוד אך השיפור בהשפעתם משמעותי.
9.6.4. אלומיניום
תוספת אלומיניום למותך תגרום להיווצרות שכבת תחמוצת דקה על פני המותך שתהווה שכבת מגן לכל תתקבל יציקה נקיה יותר ובעלת שטח פנים טוב יותר דבר המאפשר ניקוי וליטוש קלים וטובים יותר.
9.6.5. רוטניום, אירידיום, רניום ורודיום
כפי שהוזכר כבר ניתן להוסיף יסודות אלו בכמויות קטנות מאוד (מאיות אחוז), יסודות אלו פועלים כמעדני גרעינים, ומאפשרים לקבל יצוקים , בעלי מבנה גבישי עדין המשפר את טיב השטח המלוטש ומעלה את חוזקו ותכונותיו המכניות.
תנאי שימוש למאמרים - לחצו כאן


